

Как известно, все новое - это хорошо забытое старое. И вроде бы Архит Тарентский в незапамятном IV веке до н. э. имел полное право назваться изобретателем винта, однако фактически его опередила сама мать-природа, создавшая жука-долгоносика Тригоноптерус Облонгус, лапки которого буквально ввинчиваются в круп. Но когда человечество случайно или намеренно «срисовавшее» великий принцип превращения вращательного движения в поступательное самостоятельно взялось за разработку и изготовление различных винтов, процесс стал долгим и забавным.
Хотя еще Архимед создал некое подобие шнека, резьбовые соединения в античном мире приживались не особо успешно. Уж больно дорого обходилось нарезание резьбы при существовавшем тогда уровне развития орудий труда. И все же в древнеримских «нанотехнологических» отраслях вроде ювелирного дела и производства медицинских инструментов винты находили свое применение.
В Средневековье дело пошло бойчее: будущий винт аккуратно размечали по спирали с помощью веревки, а вместо гайки применяли втулку со штифтами. Век XV ознаменовался появлением метчика, однако стандартов на резьбу не существовало, а потому каждый винт с его верной спутницей гайкой были буквально штучными изделиями. Ошеломительный прогресс в деле нарезания резьбы наметился в 1800 году после изобретения Генри Модсли токарно-винторезного станка. Казалось бы, вершина технологии достигнута, и новый вариант соединения хлынет на рынок! Отчасти так и произошло. Однако винтик от гвоздика отличается, как пулемет от рогатки: если для гвоздя достаточно длины и диаметра, то резьба – дело тонкое. Здесь имеются сразу три диаметра: наружный, средний и внутренний. Кроме того, есть шаг и ход, длина, различные профили и шлицы для закручивания и т. д. Словом, параметров много, и поэтому путь к единым международным стандартам был тернист и долог.
Поначалу стандарты принимались внутри компаний, а до первого государственного стандарта додумались в Великобритании лишь в 1841 году. Следом к делу государственной стандартизации резьбовых соединений подтянулись США, Германия и другие страны. Уже в 1898 году в Цюрихе Международный конгресс принял международные стандарты метрической резьбы на основе разработок американца Селлерса, однако народы по-прежнему нарезали ее по собственному усмотрению. В дотошной Германии, к примеру, существовало 274 разновидности стандартов резьбовых соединений!
В России до революции не изобретали велосипед и делали резьбу в зависимости от страны-изобретателя конечного изделия.
А вот Советская власть почти сразу перешла на немецкие стандарты. В годовщину десятилетия революции появился и свой первый ГОСТ СССР.
Ситуация «кто в лес, кто по дрова» кардинально изменилась в 1947 году. Тогда была основана Международная организация по стандартизации (она же ISO), именно ее стандарты по сей день и являются основополагающими.
К тому времени в ходе эволюции выжили следующие типы резьбы:
- метрическая обыкновенная (обозначается буквой М) – самая популярная разновидность, имеет профиль в форме равностороннего треугольника;
- метрическая коническая (MK) – в данном случае наружный (а нередко и внутренний) элемент делается на конус, благодаря чему обеспечивается дополнительная герметичность и надежное стопорение;
- метрическая цилиндрическая (MJ) – имеет закругленный профиль, используется для аэрокосмической и прочей точной техники;
- трубная цилиндрическая (G) – предназначена для муфтовых соединений труб, измеряется в дюймах;
- трубная коническая (R) – аналогична МК, но для муфтовых соединений труб;
- круглая для санитарно-технической арматуры (Кр) – специализированная резьба с округлым профилем для различных сантехнических шпинделей, вентилей, кранов и т. д.;
- трапецеидальная (Tr) – обладает профилем в форме трапеции;
- упорная (S) и упорная усиленная (S45°) – нарезается с углом наклона в сторону возможного срыва;
- эдисона круглая (E) – широко известна по цоколям стандартных ламп накаливания;
- дюймовая цилиндрическая (UTS) – аналогична MJ, применяется в фототехнике;
- дюймовая BSW и BSF;
- дюймовая коническая NPT и NPS;
- резьбы нефтяного сортамента – для соединения труб внутри нефтяных скважин.
Как можно заметить, большинство перечисленных типов резьбы имеют узкоспециальное применение, соответственно, их изготовлением занимаются отдельные производственные подразделения. Таким образом, в России наибольшее прикладное значение имеют метрическая обыкновенная и цилиндрическая резьбы, а также обе разновидности трубных.
Технологии нарезания
Способы изготовления резьбы совершенствовались веками и в настоящее время также имеют множество вариантов. К ним относятся электрофизическая и электрохимическая обработки – это только общие названия большого класса технологий.
К примеру, сюда же относится электрогидравлическая и электроэрозионная обработки, и многие другие варианты. Необходимость применения таких сложных способов обусловлена тем, что они используются в особых случаях: для материалов либо с высокой твердостью (твердые сплавы), либо с повышенной хрупкостью (керамика). Безусловно, эта методика требует применения специального оборудования. Выдавливание резьбы прессованием предназначено для изделий из пластмассы и сплавов цветных металлов. Способ имеет очень узкую сферу применения и, опять же, не обходится без специального оборудования. Примерно то же самое можно сказать и о литье, однако здесь следует добавить, что литая резьба не имеет высокой точности и нередко требует доработки.
Напротив, абразивный метод применяется для получения резьбы особой точности.
К такому виду нарезки относится, к примеру, шлифование однониточными и многониточными кругами.
Накатывание резьбы производится преимущественно на станках. Резьба в данном случае получается за счет деформации заготовки специализированным инструментом. К нему относятся различные накатные плашки, ролики с винтовой или кольцевой нарезкой, резьбовые сегменты, затылованные ролики, бесстружечные метчики и другие. Плюсом накатки является то, что при пластической деформации происходит упрочнение металла.
Существуют и ручной инструмент для накатки, но этот процесс требует слишком больших трудозатрат и специальных навыков. Наибольшее распространение получила лезвийная обработка резанием. Здесь также применяются станки: как токарный с набором резцов, гребенок и приспособлений для вихревой обработки резьбы, так и фрезеровочный с комплектом дисковых и червячных фрез. Нарезание вручную наружной резьбы осуществляется плашками и резьбонарезными головками, внутренней – метчиками.
Ассортимент резьбового крепежа всех типов, предлагаемого сегодня на строительных рынках и в супермаркетах, действительно огромен. Однако перечислить все варианты применения резьбонарезных приспособлений в хозяйстве попросту не представляется возможным. Классический вариант – подготовка крепежных элементов для соединения оцинкованных труб при прокладке водопроводной или отопительной системы в жилом доме. И пусть об особо высокой точности резьбы при нарезке вручную говорить не приходится, целиком и полностью перекладывать этот процесс на станки пока очень рано.
Метчики
Метчик сам по себе – это винт, только вдоль его винтовой части сделаны канавки, чтобы вырезанной стружке было куда уходить. На практике для резьбы диаметром до 17 мм достаточно трех канавок, а свыше указанного размера – четырех. Таким образом обеспечивается достаточное пространство для отвода срезанного материала без нанесения ущерба прочности сердцевины. Обычно стружкоотводы делают прямыми, но бывает, что для оптимизации процесса их изгибают под углом 10–20°, а для работы с легкими сплавами угол увеличивают до 40.
Чтобы первый виток метчика при нарезке не подвергался перегрузкам, его обрабатывают под конус. Таким образом, каждая последующая нитка срезает все больше и больше материала, пока диаметр резьбы не достигнет нужных значений. Но и здесь результата не всегда можно достичь с первого раза. Для соблюдения высокой точности при нарезании крупной резьбы применяются комплекты из двух-трех метчиков: порядок их применения (черновой, средний или чистовой) визуально определяется по возрастающему числу кольцевых витков. При нарезании резьбы в вязких материалах (титановых сплавах и т. п.) нередко используется до пяти метчиков. Естественно, данные приспособления обладают большей твердостью, нежели материал заготовки: их делают из твердых сплавов или быстрорежущей стали. Существует не так уж и много разновидностей метчиков. Они бывают предназначенными для работы с глухими (характеризуются малой длиной заходного конуса) и сквозными отверстиями (здесь процесс нарезки можно провести более гладко, увеличив длину конуса). Метчики для использования на станках отличаются от ручных аналогов формой хвостовика: приспособления для нарезки вручную традиционно обладают квадратным хвостовиком для крепления в воротке, а станочные зажимаются в специальном либо цанговом патроне. О метчиках без канавок для накатки уже говорилось выше. Остаются метчики для гаек: их заходные части и хвостовики имеют большую длину.
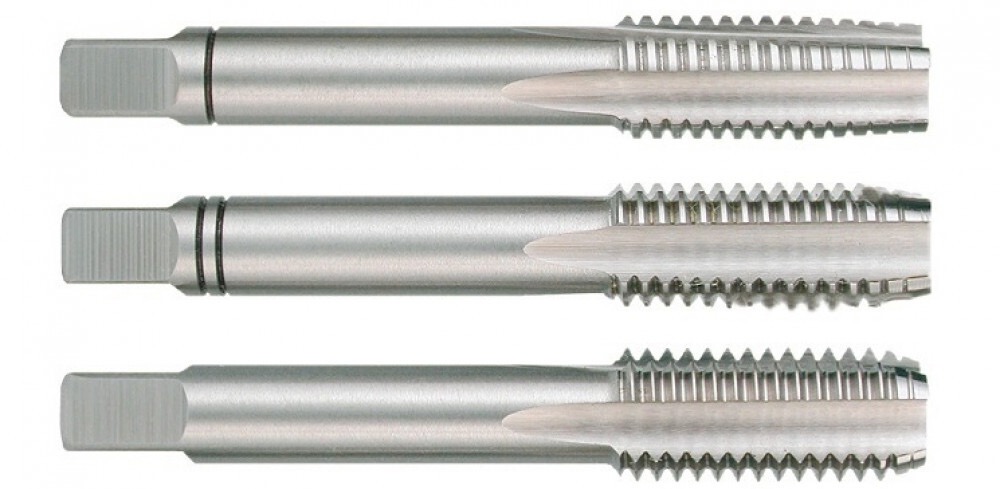
Черновой, промежуточный и чистовой метчик
Плашки
Для нарезания наружной резьбы вручную используются плашки. Существовало мнение, что прежде их называли лерками, но это не совсем так: лерка – это инструмент для нарезания точной внешней резьбы малого размера, а для получения более грубой применялись именно плашки. Однако со временем качество последних перестало уступать леркам, и они слились в единый класс резьбонарезных приспособлений с названьем общим «плашка».
Если упрощенно считать метчик винтом, то плашка – это гайка, которая активно используется при нарезании резьбы диаметром до 52 мм. Режущую кромку в данном случае образуют стружечные отверстия, которых может быть от трех до семи в зависимости от диаметра и ширины зуба. Как и в метчике, здесь применяется конус, только теперь он внутренний. Плашки изготавливают из легированных и быстрорежущих сортов стали, а также из твердых сплавов.
Видовой состав плашек шире, чем у метчиков. Уже по форме наружной части они подразделяются на круглые, квадратные, шестигранные и призматические. Наибольшее распространение получили круглые разновидности, которые при работе устанавливаются в воротках и закрепляются специальными стопорными винтами.
По еще одной классификации плашки разделяют на цельные, разрезные и раздвижные. Цельные имеют конические углубления для стопорных винтов. С помощью таких приспособлений можно получить наиболее качественную резьбу, однако их износостойкость значительно хуже, чем у других видов. Разрезные плашки имеют надрез, позволяющий регулировать диаметр резьбы на 0,1–0,3 мм посредством конического винта. Точность от этого страдает, но в пределах допустимой погрешности. Раздвижные плашки состоят из двух частей, которые устанавливаются в специальных клуппах, закрепляются сухарем (в значении вспомогательной крепежной детали, а не мучного изделия) и тоже предоставляют пользователю возможность регулировки диаметра резьбы винтом. Клупп – это специальная оправка, в ее комплект может входить несколько плашек для нарезания резьбы разных размеров.
К классу плашек, пожалуй, можно отнести и резьбонарезные головки. Прежде они использовались лишь на станках, однако постоянное совершенствование данных приспособлений привело к тому, что ими можно пользоваться и вручную без приложения значительных усилий. Наиболее часто подобные головки применяются для нарезания резьбы на трубах. Интересно, что некоторые производители называют их трубными клуппами. Инструмент состоит из универсального держателя с трещеткой (воротка) и рычагом, а также из набора резьбонарезных головок разного диаметра, как вариант, обеспечивающих различное качество обработки – черновое либо чистовое. Процесс работы этими приспособлениями значительно упрощает тот факт, что головка насаживается на трубу до начала нарезания и удерживает режущую часть строго перпендикулярно оси конструкции. Немаловажно, что в случае выхода из строя режущих частей головки вовсе не обязательно менять ее всю, достаточно лишь заменить резцы. Существуют еще и электрические резьбонарезатели для труб. Впрочем, с тем же успехом в цангу низкооборотной дрели можно зажать обыкновенный метчик. И все, казалось бы, просто: нажал на кнопку и получил результат. Однако возникает риск перегрева электрорезьбореза, поэтому эксплуатировать его нужно с большой осторожностью. К тому же данное устройство является довольно габаритным, что в ряде случаев всерьез затрудняет его использование.

От теории к практике
Общие требования к процессу нарезания резьбы просты.
1. Сначала деталь следует подготовить: очистить ее поверхность от краски и загрязнений, подровнять торец (для обрезки водопроводных труб идеально подходит роликовый резак).
2. Далее необходимо при помощи зенкера сделать конусный вход в отверстие (для внутренней резьбы) либо напильником снять фаску на торце детали (для внешней резьбы). В принципе, конусы режущего инструмента могут выполнить данные операции самостоятельно, но при ручной работе это нежелательно: пара несложных операций, перечисленных выше, позволит сэкономить время и силы, не допустить отклонения резьбы относительно центра и быстрее зацепить деталь для нарезания первого витка.
3. Деталь нужно хорошо закрепить, используя надежные тиски. При нарезании резьбы на трубах используют тиски с квадратным или ромбическим зажимом, а при работе с трубами по месту их установки стоит подстраховывать процесс гаечным или газовым ключом.
4. Работа ручным инструментом для нарезания резьбы не терпит суеты. Движения должны быть сильными, но не резкими и не более чем на половину оборота за один раз, после чего обратным движением ворота необходимо срезать стружку, тогда она не будет мешать процессу и не сможет повредить саму резьбу.
5. Перед нарезанием резьбы деталь нужно смазать солидолом или любым другим техническим жиром. В процессе выполнения операции следует охлаждать и смазывать режущие части инструмента машинным маслом, что особенно важно при изготовлении резьбы крупного диаметра.
В общем, все не так уж и сложно, однако, как и во многих других случаях, к работе по нарезанию резьбы следует подходить аккуратно и разумно.
Текст: Владислав Щербак