

Согласно определению, слесарные тиски предназначены для жесткой фиксации деталей перед их обработкой при помощи ручного либо механизированного (электрического) инструмента. У этого приспособления, кстати, имеются дальние родственные связи со струбцинами и винтовыми прессами, порой они даже взаимозаменяемы. Вообще же, тиски в своем верстачном исполнении знакомы, пожалуй, каждому мужчине, который в школе не прогуливал уроки труда.
В самом простом варианте слесарные тиски состоят из основания с прямоугольной направляющей и неподвижной щекой, имеющей резьбовую втулку, а также подвижной щеки, которая движется по направляющим под действием проходящего через нее винта, и ручки для вращения последнего. Однако приспособления такого рода появились очень давно, и на сегодняшний день уже придумано множество их разновидностей. Рассмотрим их чуть подробнее.
Конструкции с вариациями
Начнем с общей классификации слесарных тисков. Навскидку все они делятся на параллельные и стуловые: в первом случае плоскости щек движутся параллельно друг другу, а во втором они расходятся под переменным углом. Параллельные приспособления делаются преимущественно из серого чугуна, они не предназначены для воздействия серьезных ударных нагрузок и не работают на изгиб. Стуловые же чаще всего изготавливают из выдерживающей сильные удары кованой стали, ведь изначально они создавались для использования в кузницах. Кстати, название конструкции пришло как раз оттуда: «стулом» называлось деревянное основание, к которому крепились кузнечные тиски. Именно с той поры у стуловых тисков осталась характерная лапа для крепления, напоминающая ласточкин хвост.
Среди параллельных слесарных тисков можно выделить две большие группы: верстачные и станочные. Первые, как следует из их названия, крепятся к верстаку или другому подобному основанию, для чего применяются болты (у тяжелых стационарных моделей), зажим типа струбцин (для легких переносных разновидностей) или даже вакуумная присоска (для совсем легких, обычно наклонно-поворотных аналогов). Станочные тиски предназначены преимущественно для эксплуатации в составе станков и крепятся к станине (например, фрезерного или сверлильного станка) сухарями. Впрочем, их можно использовать и отдельно: это высокоточные и прочные конструкции из качественной стали.
Усилие зажима слесарных тисков может достигать нескольких тонн. Это создает изрядную нагрузку на стальной ходовой винт, поэтому на нем нарезается резьба (трапецеидальная, прямоугольная или упорная), рассчитанная на столь жесткие условия работы. Усилие от винта на подвижную часть тисков передается через гайку, чаще всего бронзовую, а для улучшения характеристик здесь может использоваться упорный шарикоподшипник ходового винта. Встречаются конструкции с клиновым механизмом зажима, но обычно это промышленные тиски с пневматическим (совсем уж редко с гидравлическим) приводом. Рукоятка привода винта может быть неразъемной или съемной, у верстачных тисков она, как правило, проходит через отверстие, перпендикулярное оси винта, у станочных же аналогов винт заканчивается квадратной или шестигранной головкой под фигурную съемную ручку. Кстати, серьезные производители закрывают ходовой винт кожухом, чтобы сюда в процессе работы не попадали металлические опилки и стружки. Соответственно, возрастает срок безотказной службы конструкции, да и очистка приспособления по окончании трудового дня становится гораздо проще и быстрее.
В тисках для промышленного использования с целью экономии времени и сил работников может применяться механизм быстрой разблокировки и/или быстрого подвода губки. Для этого ходовой винт с помощью разрезной гайки кратковременно выводится из зацепления с подвижной щекой, которая в результате легко перемещается одним движением руки, т. е. мастеру не приходится долго вращать приводную рукоятку.
При необходимости закрепить трубу или круглый прокат относительно небольшого диаметра в губках параллельных тисков здесь делаются горизонтальные и вертикальные призматические пазы. Как вариант, для подобных целей тиски могут комплектоваться дополнительной парой специализированных губок, которые крепятся к щекам под основными губками. Впрочем, это вспомогательная опция, на крайний случай, для постоянной же работы с круглым сортаментом лучше использовать специализированные – рамочные трубные или цепные модели. В рамочных тисках одна из вогнутых губок располагается на неподвижном основании, а вторая под воздействием винта вместе с подвижной частью рамки перемещается по вертикали. У цепных тисков фиксация детали осуществляется за счет плотно охватывающей ее металлической цепи, напоминающей велосипедную, причем в мощных моделях она может быть многорядной. Отдельное место в этом списке занимают цепные тиски для сварки труб, когда, например, пара цепей на одном основании фиксируют подлежащий сварке стык двух прямых труб.
Стационарные верстачные тиски среднего и небольшого размера могут монтироваться на поворотном (вращающемся в плоскости стола) основании, что в ряде случаев упрощает обработку деталей. Угол поворота вплоть до 360° может быть произвольным (фрикционная фиксация), либо с определенным шагом (зубчатая фиксация). Для вращения конструкции может потребоваться гаечный ключ, но у некоторых моделей имеется рычажный фиксатор. К слову, практически все станочные тиски являются поворотными. Поскольку иногда возникает потребность вращения тисков не только в плоскости стола, инженерам пришлось создать двухкоординатные версии этих приспособлений – правда, не слишком тяжелых моделей. В данном случае сами тиски вращаются относительно своей вертикальной оси, а их щеки поворачиваются еще и вокруг второй оси, параллельной плоскости стола (наклонный вариант).
Совсем уж редко на рынке попадаются комбинации тисков с другими видами инструмента, например, их симбиоз с трубогибом, позволяющий гнуть трубы различного диаметра на сменных башмаках.
Зажимные губки
Для непосредственного контакта с зажимаемой деталью используются стальные губки, закрепляемые на щеках. Они могут устанавливаться жестко или плавающим способом и быть самоцентрирующимися. Сорт стали (соответственно, ее твердость), форма и рельеф поверхности губок выбираются в зависимости от существующих задач. Помимо этого, рассматриваемый элемент конструкции при необходимости подвергается закалке, в том числе индукционной. Стандартные губки имеют форму параллелепипеда с гладкой или рифленой рабочей поверхностью. Для лучшего захвата круглых деталей здесь делаются горизонтальные или вертикальные призматические V-образные канавки. Кроме того, поверхность губок бывает фасонной, адаптированной под определенный профиль деталей: например, в верхней части приспособления может быть сформирован уступ.
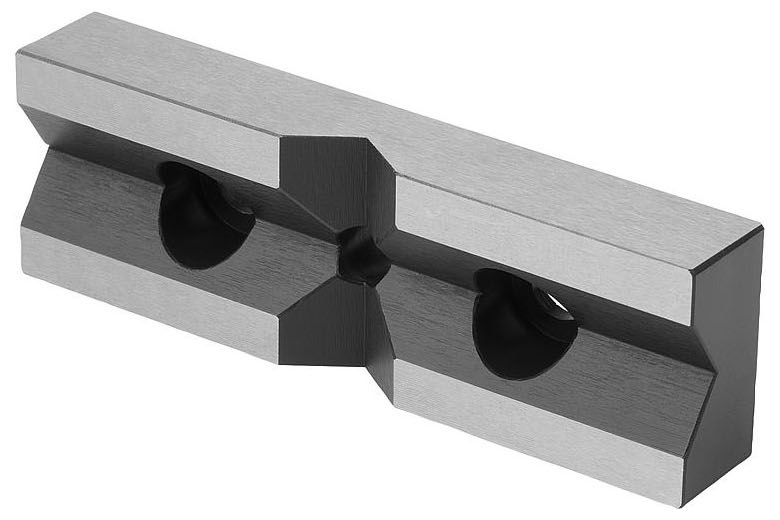
Зажимные губки для круглых деталей от Kipp
Для зажима мягких, хрупких или обработанных деталей с высокой степенью чистоты поверхности в параллельных тисках применяются съемные нагубники из самых разных материалов. Это могут быть пластины из алюминия, меди, свинца, плотной резины, пластика и даже оргалита. В стуловых тисках подобные накладки не используются, поскольку зажим детали осуществляется не плоскостью губки, а только ее верхней гранью.
При фиксации заготовки, особенно если она устанавливается вертикально и в широких губках, неизбежно возникает люфт, который у качественных тисков является минимальным и поддается регулировке, причем его фактическое значение может оказаться даже меньше заявленного.
Обо всем понемногу
Направляющая, по которой скользит подвижная щека параллельных тисков, обычно имеет прямоугольное или квадратное сечение, но встречаются модели и с цилиндрической формой этого элемента. У некоторых параллельных слесарных тисков здесь может размещаться небольшая наковальня, иногда даже с конусом: она предназначена для мелких правок детали, не связанных с сильными ударами.
Конструкция и параметры слесарных тисков в России определены ГОСТ 4045-75 «Тиски слесарные с ручным приводом. Технические условия». Основными параметрами таких приспособлений являются ширина губок (40–203 мм), предельная величина их раскрытия, называемая рабочим ходом (30–280 мм), глубина рабочего пространства (40–160 мм), усилие зажима (1000–5000 кгс) и масса всей конструкции (3–90 кг).

Тиски Ridgid c шириной губок 120 мм
Для максимально эффективного использования тиски следует правильно установить на верстак. Подходящая высота верхней грани губок определяется в зависимости от роста слесаря. Существует такой незамысловатый тест: если поставить согнутую в локте руку на губки параллельных тисков, то кончики прямых пальцев должны касаться подбородка.
В случае со стуловыми моделями при тех же манипуляциях до подбородка мастера должны доставать его пальцы, сжатые в кулак.
Ручные тиски
Ручные слесарные тиски относятся к группе стуловых, т. е. их губки движутся не параллельно друг другу. Среди этой группы встречаются и цепные тиски для круглых деталей. Конструкция и параметры таких приспособлений в России определены ГОСТ 28241-89 «Тиски ручные. Технические условия».
В этом стандарте описаны три разновидности – шарнирные, с коническим креплением и пружинные модели.
Шарнирные тиски практически являются аналогом стуловых в миниатюре: две подпружиненные щеки на шарнире плюс поперечный зажим. У пружинных, соответственно, вместо шарнира используется пружина. При коническом креплении одни концы щек раздвигаются вращающимся конусом, благодаря чему их противоположные края надежно зажимают деталь. Между прочим, ручные тиски можно применять не только по прямому назначению. В них, например, зажимают метчик при нарезании внутренней резьбы, нередко используют в качестве гаечного (или даже трубного) ключа – это вполне распространенная практика.
Совсем уж особняком среди ручных тисков стоят ювелирные. В ювелирном деле применяются как обычные ручные модели с торцевым или поперечным зажимом, так и более экзотичные, к примеру, деревянные либо нейлоновые с клином (напоминают бельевые прищепки), или специальные приспособления для зажима жемчуга при сверлении, похожие на струбцину с замкнутым контуром рамки. Для жесткого крепления ювелирных изделий при гравировке используются шаровые тиски-шрабкугель. Их особенностью является наличие отверстий на верхней поверхности щек под установку штырьков для фиксации деталей сложной формы.
Как сломать, или вредные советы
Бурное пионерское прошлое подсказывает, что сломать можно все, даже 50-килограммовые чугунные тиски. Например, если надеть на их рукоятку метровый обрезок трубы и потянуть изо всех сил, да еще рывком, то можно отломить подвижную щеку от направляющей или как минимум свернуть вороток. Кстати, он сам по себе боится ударов, поэтому, если бить по нему молотком, надеясь покрепче зажать деталь, обязательно что-то сломается – либо вороток, либо ходовой винт.
Хорошая серия мощных ударов тяжелым молотком по зажатой в губках заготовке с целью ее рубки, гибки или правки тоже заставит чугун сдаться или, если угодно, сдуться.
Конечно, стальные тиски продержатся дольше, но и их терпение небезгранично. Кстати, если забыть, что наковальня на слесарных тисках все же не кузнечная (а конус – тем более), то излишняя ударная активность применительно к этой части конструкции тоже не пойдет той на пользу.
Часто тиски разного калибра не выдерживают, когда их используют для запрессовки деталей. Конечно, здесь лучше было бы задействовать легкий гидравлический пресс, но за неимением последнего можно рискнуть щеками или ходовым винтом.
В конце концов, сломается – починим!
Текст: Леонид Пеленицын
