

Нехитрое приспособление под названием «напильник» знакомо каждому мужчине еще со времен школьных уроков труда. Оно имеется практически в каждой коробке с инструментами, задвинутой на антресоль или под стол. У мало-мальски рукастого домашнего мастера найдется целая коллекция разнокалиберных напильников. Словом, в подлунном мире это, пожалуй, один из самых распространенных ручных инструментов – разумеется, после молотка и пилы.
Напильник в качестве слесарного и столярного инструмента применяется уже около тысячи лет. В целом это ручной режущий инструмент с множеством лезвий (зубьев), сформированных на поверхностях рабочей части в виде насечки. Рабочая часть заканчивается хвостовиком для крепления рукоятки, а ее передняя сторона называется носком и может иметь вытянутую, сужающуюся форму. Обработку заготовок для получения заданных геометрических параметров и шероховатости называют опиливанием, оно выполняется при помощи напильника в тех случаях, когда машинная обработка невозможна или экономически невыгодна. Во всяком случае, это чуть ли не единственный способ точной подгонки сопрягаемых поверхностей деталей при сборке отдельных узлов или целых изделий. Для ручного опиливания используют напильники, имеющие множество разновидностей – от рашпиля до рифеля.
Все напильники условно делятся на:
• драчёвые, личнЫе, полуличнЫе и бархатные – по практически достигаемой с их помощью чистоте и точности опиливания;
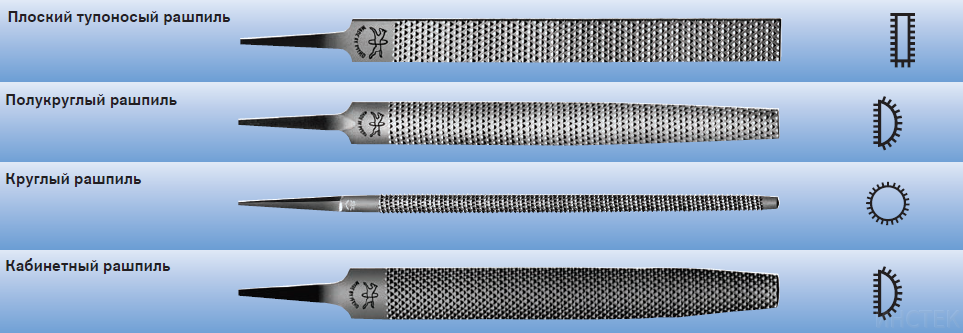
• рашпили, собственно напильники, надфили и рифели – по конструкции (в том числе характеру насечки), при этом рашпили в свою очередь подразделяются на плоские (остроносые и тупоносые), круглые, полукруглые, сапожные (прямые либо изогнутые двусторонние и односторонние; без хвостовика и ручки) и копытные;
• плоские, квадратные, трехгранные, круглые, полукруглые, разновыпуклые и ножевые – по форме поперечного сечения рабочей части. Использовать для опиливания первый попавшийся под руку напильник как минимум неразумно. Лучше выбрать наиболее подходящий вариант в соответствии с материалом, заданной точностью, оставленным припуском, размером и конфигурацией обрабатываемой поверхности, что позволит достичь необходимого результата без приложения излишних усилий. Здесь имеет смысл запомнить некоторые основные параметры и цифры – их немного.

Для получения точности обработки в пределах 0,2–0,5 мм достаточно драчёвого напильника, точность 0,02–0,15 мм потребует личного инструмента, а 0,005–0,01 мм – бархатного. Соответственно, припуск под драчёвый напильник должен составлять 0,5–1,0 мм, под личной – 0,1–0,3 мм,а под бархатный – 0,025–0,05 мм. При опиливании металла за рабочий ход (обычно от себя) драчёвый напильник снимает слой толщиной 0,08–0,15 мм, личной – 0,02–0,08 мм, а бархатный – 0,005–0,01 мм.
Длина рабочей части напильника должна соответствовать размеру опиливаемой детали, при неправильном выборе инструмента страдает производительность и, что гораздо хуже, качество: слишком длинное приспособление сложно удержать в горизонтальной плоскости, из-за чего можно «завалить» обрабатываемую поверхность. Многовековой опыт свидетельствует, что для деталей длиной до 50 мм лучше всего подходят напильники с рабочей частью в 160–250 мм, для заготовок размером 50–100 мм потребуются напильники на 250–315 мм, а для более габаритных аналогов (свыше 100 мм) используются самые длинные напильники 315–400 мм. Типовая длина рабочей части напильников общего назначения может составлять 100, 125, 150, 200, 250, 300, 350, 400 и 450 мм, а у надфилей это соответственно 50, 60 и 80 мм.
Для изготовления слесарных напильников используются высокоуглеродистые и легированные марки стали (например, У12, У12А, У13, У13А, 13Х, а для более сложных в обработке материалов – 14ХФ, 13Х и быстрорежущие разновидности). Такие приспособления закаливаются до высокой твердости (ГОСТ 1465–80 предписывает три значения по шкале Роквелла: 58, 60 и 62), при этом для хвостовика данный параметр не должен превышать 36 HRC.
Насечка
Не менее важен правильный выбор насечки, а конкретно – ее формы, глубины и шага. Одним из основных параметров напильника является шаг насечки (число зубьев на 1 см длины рабочей части) или ее номер (соответствует определенному интервалу значений шага). Именно по шагу/номеру и классифицируется рассматриваемый инструмент. У обычных разновидностей насечка может иметь номер от 0 (максимальный) до 5 (минимальный), у надфилей градаций больше – от 00 до 8. Для рашпильной насечки в расчет принимается количество зубьев на 1 см2 рабочей поверхности. На круглых напильниках может использоваться спиральная одинарная насечка с углом наклона около 70°.
Применяемые для грубого опиливания драчёвые напильники имеют номер насечки 0–1 или ее шаг 4,5–12. Более тонкие аналоги, служащие для предварительного опиливания, называются полуличными и личными, их номер 2–3, а шаг насечки составляет от 13 до 26. Чистовое опиливание, точная отделка и доводка выполняются бархатными напильниками с номерами 4–5 и шагом насечки 42–80.
К слову, швейцарский стиль отличается малым углом наклона зубьев, число которых на 1 см длины рабочей части напильника определяет номер насечки, отличающийся от аналогичного параметра немецкого стиля: они совпадают только для 20 зубьев/см, что соответствует номеру 00. Швейцарский номер 4 (самая тонкая насечка) совпадает с немецким номером 5 – это 56 зубьев/см.
Насечка формируется преимущественно насеканием зубилами на специализированном станке, но может выполняться фрезерованием и другими способами. Форма зубьев зависит от назначения инструмента. У рашпиля это отдельные мелкие зубья с полукруглой режущей гранью (т. н. рашпильная насечка). У слесарных напильников и надфилей насечка делается в виде прямых лезвий и обычно бывает двойной: основная часть располагается под углом 65° к оси рабочей части, а вспомогательная – под углом 45°, причем она делит основную на множество треугольных зубьев, увеличивающих производительность. В силу различного шага основной и вспомогательной насечки каждый следующий зуб смещается по отношению к предыдущему относительно продольной оси рабочей части напильника, что позволяет добиться меньшей шероховатости поверхности обрабатываемой детали. Существует еще и дуговая насечка, когда режущая поверхность имеет форму дуги довольно большого радиуса.
Для опиливания мягких металлов (меди и медных сплавов, алюминия и его сплавов) лучше подходят напильники с более острыми зубьями, при этом для алюминия выпускают специальный инструмент с крупной и глубокой одинарной насечкой. Впрочем, в бытовых условиях мало кто приобретает отдельные напильники под каждый вид обрабатываемого материала, поэтому приходится использовать один и тот же инструмент и для мягких цветных металлов, и для твердых деталей из стали и чугуна. В этом случае новый напильник, насечка которого еще не затупилась, разумно применять для меди, латуни и алюминия, а впоследствии, когда инструмент слегка «подсядет», работать им по стали и чугуну. Для совсем мягких металлов и сплавов (свинец, баббит, олово) выпускаются специализированные напильники с очень острыми зубьями, сформированными фрезерованием, и большим пространством для выхода стружки (насечка одинарная, не склонная к засаливанию), но можно воспользоваться и обычным личным инструментом с насечкой № 2.
Ну и, наконец, следует упомянуть нормативные документы и стандарты, которыми определяются параметры, качество и свойства напильников:
• ISO 234/I-83 и ISO 234/II-82;
• DIN File Standards;
• BS498:1990;
• US Fed. Spec. GGG-F-325b/GGG-F-331b;
• ГОСТ 1465-80 «Напильники. Технические условия» (распространяется на слесарные напильники общего назначения);
• ГОСТ 1513-77 «Надфили. Технические условия»;
• ГОСТ 6476-80 «Напильники для затачивания пил по дереву. Технические условия»;
• ГОСТ 6876-79 «Рашпили. Технические условия» (рашпили для обработки мягких металлов, кости, кожи, дерева, каучука).
Наиболее привычные виды
Для обработки плоских и выпуклых поверхностей деталей используются плоские и квадратные напильники. Трехгранные и ромбовидные идут в ход преимущественно при обработке внутренних острых углов, прорезей и канавок, при этом ребра инструмента должны быть острыми. Круглые напильники пригодятся для опиливания отверстий круглой или овальной формы, а ножовочные – для канавок и узких пазов. Полукруглыми напильниками можно работать как по вогнутым поверхностям и круглым отверстиям большого диаметра, так и по плоским либо выпуклым поверхностям, т. е. они достаточно универсальны. Реже встречаются разновыпуклые напильники: как нетрудно догадаться по названию, две стороны их рабочей части имеют разные радиусы закругления. Такие приспособления используются для опиливания округлых внутренних поверхностей.
В процессе опиливания следует давить на напильник только при рабочем движении (вперед относительно рукоятки), а вот при ведении в обратную сторону нажимать на инструмент сверху не нужно, да и бессмысленно: от этого он скорее затупится, а руки пользователя быстрее устанут. По мере продвижения рабочей поверхности вперед вертикальное давление нужно плавно перераспределять от носка к рукоятке, это называется балансированием. Такой метод наилучшим образом позволяет соблюсти плоскость обрабатываемой поверхности.
Надфили и рифели
Надфили применяются для самых тонких работ, преимущественно ювелирных и лекальных. Этот инструмент в основном имеет двойную насечку (основную под 25° и вспомогательную под 45°) – впрочем, на узких сторонах плоских и ножовочных разновидностей, овальной стороне пазовых надфилей, а также на круглых и овальных надфилях насечка делается одинарной. На круглых надфилях может применяться спиральная одинарная насечка с углом 20°. В дополнение к поперечному профилю, присущему обычным напильникам, у надфилей встречается и овальный. Рабочая часть этих приспособлений закаливается до значений 54–60 HRC.
Не слишком распространенной разновидностью надфилей являются рифели. Они отличаются короткой изогнутой рабочей частью и предназначены для опиливания вогнутых поверхностей и внутренних частей полых деталей. В инструментальных магазинах встречается множество вариантов рифелей с разными профилями и радиусами изгиба рабочей поверхности. Данный вид напильников изготавливается только из ферромагнетиков: он используется преимущественно в ювелирном деле, поэтому выкрошившиеся в процессе работы частицы материала рифеля нужно отделять от опилок драгоценных металлов, что проще всего сделать магнитом.
Алмазные надфили предназначены для опиливания особо прочных материалов, керамики и стекла, кроме закаленного. Это, по сути, довольно тонкие узкие стальные полоски, на поверхности которых при помощи связующего состава закреплена мелкая алмазная крошка (речь идет в основном об искусственных, технических алмазах). Слегка выступающие над обмазкой острые грани играют роль насечки, снимая тончайшую стружку с обрабатываемой заготовки.
Редкие напильники
Ножевой напильник в поперечном сечении представляет собой равнобедренный треугольник с очень острым углом между двумя насеченными поверхностями. Он используется для опиливания узких прорезей и многогранных отверстий с острыми углами.
У напильников для затачивания пил по дереву угол наклона основной и вспомогательной насечки составляет 60° относительно оси рабочей части.
Для заточки режущего инструмента вроде ножей газонокосилок применяются универсальные заточные напильники, имеющие плоскую рабочую часть с двусторонней насечкой, причем узкие гладкие кромки изготавливаются в форме полукруга.
Станочные напильники выпускаются для использования в опиловочных (заточных) станках. Контактный напильник нужен для зачистки контактов и контактных пар, им можно обрабатывать узкие канавки и трещины. Рабочая часть данного инструмента плоская с двусторонней насечкой, очень узкая и тонкая. Любители верховой езды часто используют специальный напильник для подков. Две его плоские стороны отфрезерованы по-разному – с мелким и крупным зубом, что позволяет одним и тем же приспособлением подпиливать как подковы, так и копыта.
Для обработки вогнутых поверхностей деталей достаточно большого радиуса из древесины и пластика в труднодоступных местах применяется довольно экзотический столярный рашпиль, напоминающий разомкнутый браслет с рашпильной насечкой по внешней полукруглой стороне.
Снять неровности и заусенцы на деталях вращения при их токарной обработке поможет специализированный токарный напильник. Его двусторонняя насечка сделана таким образом, что прижатый к вращающейся детали плоский инструмент смещается от патрона к бабке, делая операцию безопасной.
Предназначенные для чистовой обработки листовых металлических и пластиковых материалов корпусные напильники отличаются тем, что их зубья фрезеруются на целом стальном бруске. За счет этого достигаются особая острота зубьев и значительный объем стружечных камер, а слегка выпуклая форма рабочей части разносит режущие кромки из одной плоскости, уменьшая необходимое для опиливания усилие и повышая производительность. Кроме того, в поперечном сечении широкая часть напильника является не вполне плоской: от ребер к средней линии она имеет очень небольшую (несколько десятых миллиметра) выпуклость, что позволяет избежать контакта между кромками инструмента и обрабатываемой поверхностью, соответственно, предотвратив появление царапин. Корпусные напильники выпускаются с хвостовиком под рукоятку и без хвостовика, под специальный держатель, напоминающий ручной рубанок.
Существует довольно редкая разновидность корпусного напильника – струг, предназначенный для тонкой обработки лакированных поверхностей небольшой площади. Он закрепляется в пластиковом держателе, позволяющем в небольших пределах регулировать изгиб полотна специальной выпуклой формы, предотвращая царапание обрабатываемой поверхности кромками инструмента с очень острыми зубьями. Для опиливания материалов высокой твердости применяются напильники из твердых сплавов, которые используются только с держателями. Такие приспособления делаются с односторонней насечкой, имея выпуклую в поперечном сечении и изогнутую в продольном направлении форму. Своеобразность этой радиальной выпуклой насечки гарантирует высокую производительность.
Рукоятки для напильников и надфилей
Типовая рукоятка для напильника изготавливается из древесины твердых сортов (бука или березы) либо пластика, но изредка встречается своеобразный эрзац из прессованной бумаги. На деревянной ручке обязательно имеется стальное стяжное кольцо, предохраняющее ее от растрескивания при насаживании на хвостовик инструмента. Длину этого элемента следует выбирать так, чтобы он был в полтора раза длиннее хвостовика напильника, следовательно, типовые размеры деревянных рукояток составляют 90, 100, 110, 120, 130 и 140 мм.
В поперечном сечении ручка бывает круглой или овальной, причем во втором случае инструмент оказывается не склонным к скатыванию с верстака, к тому же положение рабочей поверхности плоского напильника может быть определено на ощупь, не глядя. Надфили, как правило, поставляются без ручек, их хвостовик имеет форму длинного тонкого цилиндра. Здесь обычно используют пластиковые рукоятки с цанговым зажимом, которые, впрочем, нередко заменяют обычными винными пробками, куда хвостовик надфиля просто втыкается без засверливания.
Правила ухода
Очень твердая высокоуглеродистая сталь плохо переносит удары и деформацию на изгиб, поэтому не следует использовать напильник в качестве рычага или молотка, да и как зубило он тоже слабоват. Нож из напильника получается так себе, слишком хрупкий, а вот шабер выходит отменный: достаточно лишь снять наждаком насечку на носке трехгранного приспособления.
Сталь легко коррозирует, поэтому напильникам противопоказан длительный контакт с водой. В первую очередь ржавчина разрушает насечку, затупляя зубья и делая инструмент малопригодным для работы. К слову, он также портится и от соприкосновения с маслом, т. е. не надо хватать рабочую поверхность масляными руками или бросать на замасленный верстак. Впрочем, покрытую маслом рабочую поверхность напильника можно очистить куском древесного угля, а затем металлической щеткой убрать остатки забившейся в насечку стружки. Данное приспособление плохо переносит возможные контакты с закаленной сталью (например, с другим напильником) или твердым камнем. При соблюдении этих простых правил напильник прослужит многие годы и даже десятилетия.
Возрождение тупых и реанимация забитых
Со временем зубья напильника могут затупиться, забиться опилками обрабатываемого материала (т. е. засалиться), покрыться тонкими (или не очень) пятнами коррозии. Бережливый мастер не торопится выбросить такой инструмент, во многих случаях его можно привести в порядок. А еще опытный пользователь старается не допускать возникновения подобных проблем. Например, несколько уменьшить засаливание бархатного напильника при обработке мягких материалов поможет припудривание рабочей поверхности тальком или мелом либо ее смачивание водой (правда, тогда по окончании работы придется тщательно просушить инструмент). Очистить насечку от древесной, пластиковой или костяной стружки можно, подержав напильник 15–20 мин в кипятке, после чего обработав стальной щеткой и тщательно просушив. Щетка помогает избавиться и от металлических опилок, но перед этим замачивать инструмент, разумеется, не надо. Можно воспользоваться обычной слесарной щеткой, но лучше применить специальную, сделанную именно для очистки насечки у напильников. Нечасто применяемый химический способ восстановления затупившегося, ржавого или засаленного металлическими опилками приспособления основан на травлении в растворе кислоты. Предварительно инструмент должен быть обезжирен, например, при помощи любого моющего средства и очищен стальной щеткой. Между прочим, очень хорошо обезжиривает непродолжительное кипячение в содовом растворе. Ржавчину удаляют химическим преобразователем ржавчины (этот «волшебный» состав знаком всем автомобилистам) либо просто 20%-ным раствором серной кислоты. Наконец, после обезжиривания и ликвидации коррозии напильник помещается в восстановительный водный раствор, содержащий 8% азотной и 6% серной кислоты. Такая комбинация кислот преимущественно вытравливает только углубления между зубьями, слабо затрагивая сами острия, поэтому в результате происходит заострение насечки. После обработки остатки кислот вымываются проточной водой, напильник сушится и вновь становится готовым к работе. Защитить инструмент от повторного появления коррозии можно, «проварив» его 15–20 минут в машинном масле при температуре 100–120 °C.
Выбираем правильный напильник
Как уже говорилось, напильник выбирается и приобретается под конкретные виды работ. Выше в статье описаны классы и разновидности подобного инструмента самого разного назначения, поэтому сначала пользователю необходимо определиться, что же он собирается опиливать. Когда возникнет ясность в этом вопросе, можно переходить к стадии отбраковки предлагаемых моделей, обращая внимание на следующие особенности:
• рабочая часть качественного напильника должна иметь равномерный серый цвет, без разводов и следов коррозии или масла: разводы говорят о нарушении режима закалки, а с ржавчиной, маслом и прочими загрязнениями все и так понятно;
• инструмент должен обладать правильной формой без изгибов: наличие последних свидетельствует о нарушениях технологического процесса термообработки;
• насечка должна быть равномерной по всей длине рабочей части, без пропусков. И еще пара советов. У качественного напильника зубья имеют уклон в сторону носка, на вид и тем более на ощупь они острые. При легком ударе инструментом по металлическому предмету звук должен быть чистым: дребезжащие нотки свидетельствуют о наличии трещин, делающих приспособление непригодным для работы.
Текст: Иван Калашников